 17009С
17009С

 Титульный экран
Титульный экран
ЭЛЕКТРИЧЕСКИЙ АППАРАТ ТЕПЛОВОЙ ОБРАБОТКИ ЗЕРНОВОГО МАТЕРИАЛА
Часовщиков Д. Г. – аспирант, Сологубов А. В. – студент группы 8Э-63, Гусейнова С. А. – аспирант РФ, Алтайский край, г. Барнаул,
ФГБОУ ВО «Алтайский государственный технический университет им. И. И. Ползунова» Азербайджанская Республика, г. Баку, Институт физики Национальной академии наук Азербайджана
Алтайский край – житница не только Сибири, но и всей страны. Это крупнейший производитель зерна в Российской Федерации, регион входит в число российских субъектов - лидеров по развитию животноводческой отрасли и располагает серьезными перспективами дальнейшего развития производства сельскохозяйственной продукции.
Земли сельскохозяйственного назначения в Алтайском крае занимают 11,6 млн га, в том числе сельскохозяйственные угодья - 10,6 млн га, из них пашня - 6,5 млн га (это самая большая площадь пашни в РФ). По объёмам производства зерна и в первую очередь высококачественной пшеницы край входит в первую пятёрку регионов России.
К настоящему времени остается актуальным вопрос создания энергоэффективных технологий и технических средств предварительного подогрева зернового материала на зерноперерабатывающих предприятиях АПК. В данной статье рассматривается система подогрева зерна с использованием электрического аппарата подогрева зерна (ЭАПЗ) на основе многоэлектродных композиционных электрообогревателей (МКЭ).
Для переработки зерна в муку необходим его подогрев до +15 ºС для соблюдения технологического регламента переработки и сохранения биологических свойств зерна, т.к. температура зерна, поступающего на переработку, составляет от –5 ºС зимой до +10 ºС летом.
В настоящее время наиболее распространенными являются технические средства, использующие косвенный обогрев. Косвенный обогрев на основе следующих теплоносителей: подогретый воздух - НЗШ (нагреватель зерна шахтного типа); перегретый пар - БПЗ (блок подогрева зерна); горячая вода – ПЗ (подогреватель зерна) [1, 2]. В мировой практике также используются установки типа НЗШ и ПЗ (Польша, Канада, США и др.) по ценам на 20-40 % дороже российских аналогов (таблица 1) [3].
Выполненный анализ известных устройств и установок подогрева зерна выявил их следующие недостатки:
- низкую эффективность процесса тепловой обработки зернового материала, обусловленную высокими энергозатратами при больших потерях тепловой энергии, связанных с применением вторичного энергоносителя, в качестве которого используют горячую воду, насыщенный пар и подогретый воздух;
- полное или частичное отсутствие автоматического управления процессом тепловой обработки зернового материала, исключающее возможность регулирования температуры при контакте со стенками кольцевых паропроводов или с объемом подогретого воздуха;
- повышенную трудоемкость процесса технического обслуживания оборудования и невозможность использования вышеназванных способов в фермерских хозяйствах, малых мельницах при отсутствии котельных и значительные энергетические затраты для получения большого объема подогретого воздуха;
- малый коэффициент полезного действия (КПД), порядка 35 - 40 %.
Таблица 1– Технические характеристики
№ п/п |
Техническая характеристика |
Модель аппарата |
|||
НЗШ |
БПЗ |
ПЗ–3,0 |
ЭАПЗ |
||
1 |
Производительность Gп, т/ч |
30,0 |
5,0 |
3,0 |
2,2 |
2 |
Установленная электрическая мощность Р, кВт |
– |
– |
24,0 |
18,0 |
3 |
Установленная тепловая мощность Q, кВт |
400,0 |
85,0 |
– |
– |
4 |
Установленная мощность технологических устройств (шнеки, вентиляторы и т.п.), кВт |
30,0 |
0,6 |
1,1 |
1,0 |
5 |
Температура зерна: минимальная начальная и максимальная конечная, ºС |
-5 ÷ +15 |
-5 ÷ +15 |
-5 ÷ +15 |
-5 ÷ +15 |
6 |
Удельные энергозатраты, кВт·ч/т |
14,0 |
21,0 |
10,0 |
8,6 |
7 |
Температура энергоносителя (подогретого воздуха, воды, пара) Тс , ºС |
40-50 |
110 |
80 |
– |
8 |
Температура нагревательного элемента Тэ , ºС |
– |
– |
– |
60 |
9 |
Предлагаемая цена, тыс. руб. |
3000 |
1200 |
700 |
800 |
При проектировании системы автоматического регулирования процессом тепловой обработки зернового материала требуется обеспечить:
- автоматическое управление процессом тепловой обработки зернового материала для повышения надежности работы ЭАПЗ;
- выполнение условий электро-, пожаробезопасности, надежности функционирования аппарата;
- энергоэффективность и экономическую целесообразность применения системы автоматического регулирования процессом тепловой обработки зернового материала в ЭАПЗ;
- снижение материалоемкости аппарата, повышение КПД конструкции;
- разработку САР, позволяющей обеспечить надежный и эффективный электрический подогрев зерна для фермерских хозяйств, удаленных от центрального теплоснабжения.
ЭАПЗ может быть использован в агропромышленном комплексе при переработке зерна в муку или крупу, а также для других технологических процессов тепловой обработки зерновых культур и комбикормов.
Преимущества ЭАПЗ [4]:
1. Обеспечивает высокотехнологичный прямой контактный подогрев и тепловую обработку зернового материала, снижает материалоемкость и эксплуатационные затраты, повышает КПД до 85-90 % в отличии от аналогов, применяющих косвенный обогрев и имеющих КПД, не более 60 %.
2. Надежность системы управления, позволяющей в автоматическом режиме контролировать параметры технологического процесса подогрева и тепловой обработки зернового материала, выполнение условий электро-, пожаробезопасности.
3. МКЭ обеспечивают уменьшение удельных энергозатрат до 8,6 кВт∙ч/т в отличии от известных аналогов, в т.ч. мировых, имеющих этот показатель: НЗШ -14,0 кВт∙ч/т, БПЗ - 21,0 кВт∙ч/т, ПЗ -10,0 кВт∙ч/т.
4. Установленная электрическая мощность ЭАПЗ составляет 7,0 кВт, производительность - 2,2 т/ч, подогрев и тепловая обработка зернового материала осуществляются в диапазоне температур от -5 °С до +15 °С±1 °С.
ЭАПЗ состоит из нескольких основных блоков: корпуса аппарата шахтного типа, включающего МКЭ; шкафа управления ШУ, включающего цепи управления и защиты; выпускного устройства (рисунок 1).
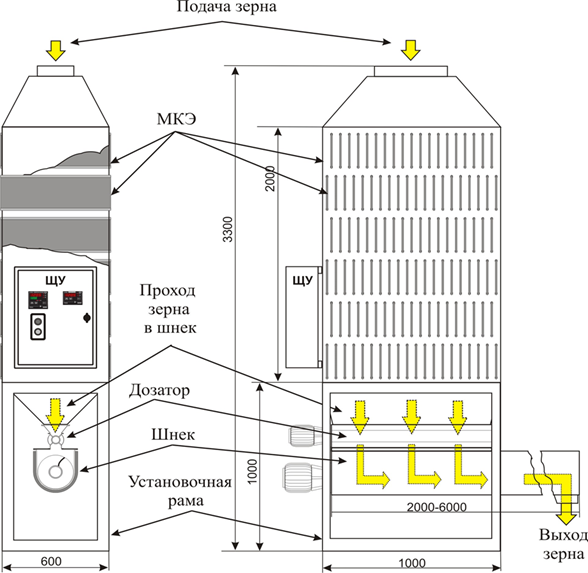
Рисунок 1 – Основные блоки и габаритные размеры ЭАПЗ
Для осуществления технологического процесса подогрева или тепловой обработки в корпусе предусмотрены три нагревательные секции с МКЭ-1/4 и вспомогательное оборудование: датчик температурного реле 7, контролирующий температуру на поверхности МКЭ; термопреобразователь сопротивления 8, измеряющий температуру зернового материала в бункере – накопителе; термопреобразователи сопротивления 9, 10, измеряющие температуру подогреваемого зерна при поступлении в верхнюю нагревательную секцию (рисунок 2). Выпускное устройство включает привод дозатора - распределителя 12; дозатор – распределитель 3, реечную задвижку 13, привод шнека 14; шнек 15. В корпусе привода дозатора - распределителя расположен датчик контроля скорости 16, осуществляющий контроль за работой дозатора, а в корпусе шнека - сигнализатор уровня мембранный 17, контролирующий уровень зерна в шнеке [5].
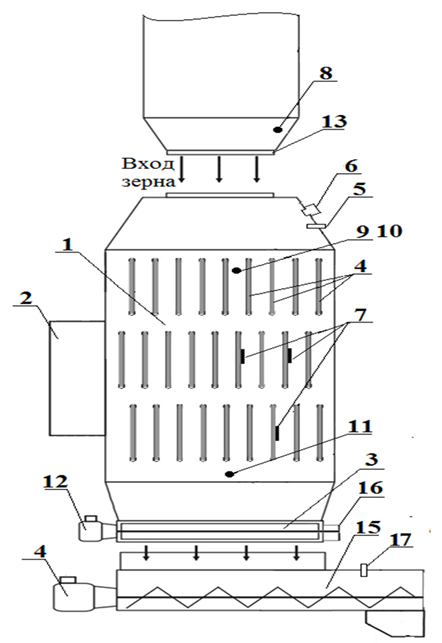
Рисунок 2 – Схематическое изображение электрического аппарата подогрева зерна на основе многоэлектродных композиционных электрообогревателей
Способ автоматического управления процессом подогрева и тепловой обработки предусматривает непрерывную подачу зернового материала из бункера - накопителя в ЭАПЗ, которое самотеком поступает в шахту, проходя между поярусно расположенными в шахматном порядке плоскими МКЭ, нагрев зернового материала, прохождение через дозатор-распределитель, подачу на шнековый транспортер и выгрузку норией. Расположение МКЭ в шахматном порядке обеспечивает перемешивание зерна, увеличение зоны тепловой обработки и площади его контакта с электрообогревателями, что повышает энергоэффективность и КПД установки. Системой автоматического управления осуществляется контролирование технологических параметров процесса подогрева и тепловой обработки зернового материала в автоматическом режиме, включающее предварительное измерение температуры зерна в бункере-накопителе, регулирование мощности нагрева электрообогревателей, контроль за подачей зерна из бункера-накопителя в ЭАПЗ, контроль за подогревом и тепловой обработкой зернового материала вверху и внизу аппарата, регулирование температуры зернового материала на выходе из аппарата, автоматическое регулирование частоты вращения двигателя привода дозатора-распределителя, осуществляющего своевременный выпуск зернового материала из зоны тепловой обработки и регулирующего производительность установки и выравнивающего поток движения зернового материала из аппарата, а также автоматическое аварийное отключение электрооборудования при перегреве зернового материала.
В корпусе ЭАПЗ расположены три нагревательные секции с МКЭ, два термопреобразователя сопротивления ТСМ-50. Электрошкаф выполнен в виде металлического шкафа с односторонним обслуживанием.
Мощность электрообогревателя МКЭ может быть изменена на стадии изготовления для обеспечения требуемой температуры на его поверхности. Так, например, для обеспечения на поверхности температуры 80ºС МКЭ-1/4 будет иметь мощность 100 Вт и при этом установленная мощность ЭАПЗ составит 12,5 кВт.
Список использованных источников:
1. Технологическое оборудование предприятий отрасли (зерноперерабатывающие предприятия) [Текст]: учебник /Л. А. Глебов [и др.]. – Москва : ДеЛипринт, 2006. – 816 с.
2. Соколов, А. Я. Технологическое оборудование предприятий по хранению и переработке зерна[Текст] /А. Я. Соколов, В. Ф. Журавлев, В. Н. ; под ред. А. Я. Соколова. – 5-е изд., перераб. и доп. – Москва : Колос, 1984. – 445 с.
3. Подогреватели зерна ПЗ // http://www.olis-2.ru [Электронный ресурс]. – Электрон. дан. – Режим доступа: http://www.olis-2.ru/equipments/proizvodstvomukiikrup /podogrevateli-zerna. – Загл. с экрана.
4. Строков, М. Н. Технология и технические средства подогрева зерна на основе композиционных электрообогревателей [Текст]: дис. канд. техн. наук : 05.20.02 : защищена 26.06.09 : утв. 17.10.09. / М. Н. Строков; Алт. гос. техн. ун-т им. И. И. Ползунова. – Барнаул: Изд-во АлтГТУ, 2009. – 116 с.
5. Разработка проектно-конструкторской документации для создания устройств и установок на основе многоэлектродных композиционных электрообогревателей [Текст]: отчет о НИОКР / Т. М. Халина[и др.]. – Барнаул, 2009. – № ГР 02200953368, Инв. № 5922р/6815. – 178 с.